中文版
中文版 русский язык?
русский язык?無菌冷灌裝生產線:品質升級的核心技術指南
在消費升級的浪潮下,消費者對飲料的需求已從單純的 "解渴" 轉向 "健康、營養、天然"。據中國飲料工業協會數據顯示,2025 年我國無菌冷灌裝飲料市場規模已突破 800 億元,年復合增長率達 9.3%,其中 NFC 果汁、高端茶飲、植物蛋白飲料等品類增長最為迅猛。
對于廣大中小型飲品企業而言,如何在控制成本的前提下提升產品品質,打造差異化競爭優勢,成為生存與發展的關鍵。無菌冷灌裝技術作為現代飲料工業的革命性創新,不僅能最大程度保留產品的天然風味與營養成分,還能實現 "零防腐劑" 的清潔標簽承諾,同時降低長期運營成本。本文將從技術原理、核心優勢、選型指南到日常維護,為中小企業提供一份全面的無菌冷灌裝生產線技術手冊。

一、什么是無菌冷灌裝技術
無菌冷灌裝技術是指在嚴格的無菌環境下,將經過超高溫瞬時殺菌 (UHT) 并快速冷卻至常溫的產品,灌裝到預先滅菌的包裝容器中并立即密封的先進生產工藝。其核心目標是在不添加防腐劑的前提下,實現產品的商業無菌和 6-12 個月的常溫保質期,同時最大程度保留熱敏性成分的營養價值與天然風味。
1.1 技術發展歷程
無菌包裝技術誕生于 20 世紀 30 年代,最初主要應用于乳制品行業。隨著 PET 材料技術的突破和自動化控制水平的提升,PET 瓶無菌冷灌裝技術在 20 世紀 90 年代開始快速發展。進入 21 世紀后,干法無菌灌裝技術的出現進一步降低了化學消毒劑的使用量,提高了生產效率和產品安全性。
如今,無菌冷灌裝技術已廣泛應用于果汁、茶飲、乳制品、功能性飲料、植物蛋白飲料等多個領域,成為高端飲品生產的標準配置。
1.2 核心原理
無菌冷灌裝技術的成功依賴于 "三重無菌保障" 體系:
產品無菌:采用 UHT 超高溫瞬時殺菌技術,在 135-140℃下保持 2-4 秒,迅速殺滅所有微生物,然后立即冷卻至 25℃以下
包裝材料無菌:使用過氧化氫蒸汽、紫外線或干熱等方式對 PET 瓶、瓶蓋進行全面滅菌
環境無菌:在百級潔凈環境 (ISO Class 5) 中進行灌裝和封蓋,每立方英尺空間內塵埃顆粒少于 100 個,沉降菌數量不超過 1 個
整個生產過程中,產品、包裝材料和設備接觸面始終保持無菌狀態,杜絕二次污染,從而實現商業無菌的要求。

二、無菌冷灌裝 vs 傳統熱灌裝:全面對比
為了更直觀地展示兩種工藝的差異,我們從多個維度進行了詳細對比:
| 對比維度 | 無菌冷灌裝 | 傳統熱灌裝 |
|---|---|---|
| 殺菌方式 | UHT 瞬時殺菌 (135-140℃,2-4 秒) | 巴氏殺菌 (85-95℃,30 分鐘以上) |
| 灌裝溫度 | 常溫 (20-25℃) | 高溫 (85-92℃) |
| 營養保留率 | 維生素 C 保留率 90% 以上 | 維生素 C 保留率 60% 以下 |
| 風味口感 | 保留天然本味,無 "煮熟味" | 易產生 "煮熟味",風味損失大 |
| 防腐劑使用 | 無需添加 | 通常需要添加 |
| 包裝材料要求 | 普通輕質 PET 瓶 | 耐熱 PET 瓶 (成本高 30%) |
| 能耗水平 | 低 (無需后續冷卻) | 高 (加熱 + 冷卻雙重能耗) |
| 設備投資 | 較高 | 較低 |
| 長期運營成本 | 低 (包材 + 能耗節省) | 高 |
| 適用產品 | 高端果汁、茶飲、乳制品、功能性飲料 | 大眾果汁、茶飲、運動飲料 |
從上表可以看出,雖然無菌冷灌裝的初期設備投資較高,但從長期運營角度來看,其在產品品質、包材成本和能耗方面的優勢非常明顯。對于追求高品質、差異化競爭的中小企業而言,無菌冷灌裝是更具投資價值的選擇。
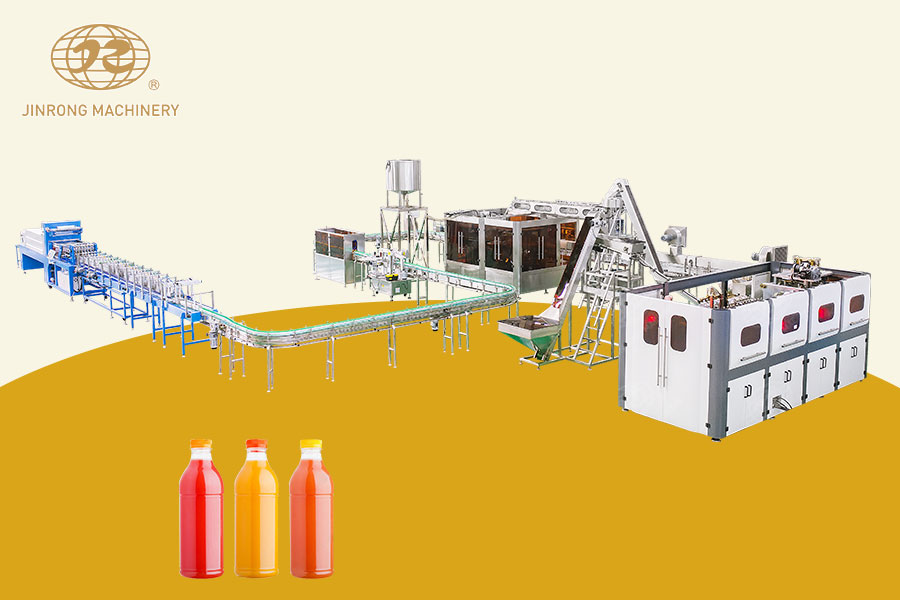
三、無菌冷灌裝生產線的 6 大核心環節詳解
一條完整的無菌冷灌裝生產線由多個相互關聯的單元組成,每個環節都對最終產品的質量和安全性至關重要。
3.1 原料預處理與殺菌系統
這是生產線的第一個核心環節,直接決定產品的品質和安全性。
原料調配:將濃縮汁、水、糖、添加劑等按配方比例精確混合
均質處理:通過高壓均質使產品質地均勻,防止分層沉淀
UHT 瞬時殺菌:采用管式或板式換熱器,在 135-140℃下保持 2-4 秒,殺滅所有微生物
快速冷卻:殺菌后的產品立即通過換熱器冷卻至 25℃以下,最大限度減少營養損失
3.2 無菌儲存與輸送系統
殺菌后的產品需要在完全無菌的環境中儲存和輸送,防止二次污染。
無菌儲液罐:采用雙層不銹鋼結構,配備無菌呼吸閥和 CIP/SIP 清洗系統
無菌管道:所有接觸產品的管道均采用 316L 不銹鋼材質,表面粗糙度 Ra<0.4μm
無菌閥門:采用隔膜閥或無菌蝶閥,確保無死角、易清洗
3.3 包裝材料處理系統
包裝材料的滅菌是無菌冷灌裝區別于傳統熱灌裝的關鍵環節。
PET 瓶殺菌:采用過氧化氫蒸汽噴霧 + 熱風干燥的組合工藝,確保瓶內外部完全無菌
瓶蓋殺菌:通過紫外線照射或過氧化氫浸泡進行滅菌
無菌輸送:滅菌后的瓶子和瓶蓋通過無菌通道輸送至灌裝機,避免再次污染
3.4 無菌灌裝與封蓋系統
這是整個生產線的核心,所有操作都在百級潔凈的無菌艙內進行。
無菌灌裝閥:采用無接觸式灌裝技術,避免瓶口與灌裝閥直接接觸
高精度流量控制:確保每個瓶子的灌裝量誤差在 ±1% 以內
無菌封蓋:在無菌環境下完成旋蓋或壓蓋,形成密封屏障
3.5 后段包裝系統
灌裝封蓋后的產品離開無菌環境,進入常規包裝環節。
燈檢:通過人工或視覺檢測系統檢查產品是否有雜質、液位不足、封蓋不良等問題
貼標:自動完成瓶身和瓶蓋的貼標工作
噴碼:在瓶身或標簽上噴印生產日期、保質期、批號等信息
裝箱:采用一片式紙箱成型裝箱機或開裝封一體機完成產品裝箱
3.6 自動化控制系統
現代無菌冷灌裝生產線普遍采用 PLC + 人機界面的自動化控制系統,實現全流程的智能監控和管理。
實時參數監控:溫度、壓力、流量、消毒劑濃度等關鍵參數的實時顯示和記錄
自動報警系統:當參數超出設定范圍時自動報警并采取相應措施
數據追溯:完整記錄生產過程中的所有數據,便于質量追溯和問題分析
遠程監控:支持通過互聯網進行遠程監控和故障診斷
四、中小企業引入無菌冷灌裝的 5 大核心優勢
對于廣大中小型飲品企業而言,引入無菌冷灌裝生產線不僅是技術升級,更是商業模式的升級。
4.1 產品品質全面提升
無菌冷灌裝技術能最大程度保留產品的天然風味和營養成分。以橙汁為例,無菌冷灌裝工藝可使維生素 C 保留率比傳統熱灌裝高出 30% 左右。同時,由于無需添加防腐劑,產品更加健康安全,符合消費者對 "清潔標簽" 的需求。
4.2 打造差異化競爭優勢
在同質化嚴重的飲料市場,"無菌冷灌裝"、"零防腐劑"、"天然營養" 等標簽能有效提升產品的附加值和品牌形象。許多中小企業通過采用無菌冷灌裝技術,成功切入高端市場,實現了從 "價格競爭" 到 "價值競爭" 的轉變。
4.3 降低長期運營成本
雖然無菌冷灌裝的初期設備投資較高,但從長期來看,其運營成本優勢明顯:
包材成本降低:可使用普通輕質 PET 瓶,比耐熱 PET 瓶成本低 30% 左右
能耗節省:無需后續冷卻工序,能耗比熱灌裝降低 40% 以上
人工成本降低:高度自動化的生產線減少了人工需求
4.4 拓展產品品類
無菌冷灌裝技術具有廣泛的適用性,可用于生產果汁、茶飲、乳制品、功能性飲料、植物蛋白飲料等多種產品。一條生產線通過簡單的換型即可生產不同品類的產品,大大提高了設備的利用率和企業的市場應變能力。
4.5 符合行業發展趨勢
隨著消費者健康意識的不斷提高和國家食品安全標準的日益嚴格,無菌冷灌裝已成為飲料行業的發展趨勢。提前布局無菌冷灌裝技術,能幫助中小企業在未來的市場競爭中占據有利地位。
五、中小企業常見的 3 大認知誤區與避坑指南
在與眾多中小企業的交流中,我們發現許多企業對無菌冷灌裝技術存在一些認知誤區,這些誤區可能導致投資決策失誤。
5.1 誤區一:"無菌冷灌裝只適合大企業,中小企業用不起"
這是最常見的一個誤區。事實上,隨著國產設備技術的不斷成熟,無菌冷灌裝設備的價格已經大幅下降。目前,國產中小型無菌冷灌裝生產線 (3000-6000 瓶 / 小時) 的價格已經降至 200-500 萬元區間,對于有一定規模的中小企業來說是完全可以承受的。
更重要的是,無菌冷灌裝帶來的產品品質提升和運營成本降低,通常能在 2-3 年內收回投資成本。
5.2 誤區二:"只要買了好設備,就能生產出好產品"
無菌冷灌裝是一個系統工程,設備只是其中的一部分。要生產出合格的無菌產品,還需要:
完善的質量管理體系
專業的技術人員和操作人員
嚴格的衛生管理制度
規范的操作流程
許多企業只注重設備采購,而忽視了人員培訓和管理體系建設,結果導致產品質量不穩定,甚至出現批量不合格的情況。
5.3 誤區三:"產能越大越好"
在選擇生產線產能時,許多企業傾向于選擇產能較大的設備,認為這樣可以 "一步到位"。但實際上,對于中小企業而言,產能過大可能導致設備利用率低下,增加運營成本。
正確的做法是根據企業當前的銷售情況和未來 3 年的發展規劃,選擇最匹配的產能。一般來說,設備的實際利用率保持在 70%-80% 是比較合理的。
六、如何選擇適合中小企業的無菌冷灌裝生產線
選擇一條適合自己的無菌冷灌裝生產線,需要綜合考慮多個因素。以下是我們為中小企業提供的選型指南。
6.1 明確產能需求
首先要根據企業的銷售情況和市場預測,確定所需的生產線產能。目前市場上常見的中小型無菌冷灌裝生產線產能主要有:
3000-4500 瓶 / 小時:適合初創企業或試生產
6000-8000 瓶 / 小時:適合有一定市場基礎的中小企業
10000-12000 瓶 / 小時:適合規模較大的企業
在確定產能時,建議在峰值需求的基礎上增加 10-20% 的冗余度,以應對市場波動。
6.2 選擇合適的技術路線
目前市場上主要有兩種無菌冷灌裝技術路線:
濕法無菌灌裝:使用過氧化氫溶液對包裝材料進行滅菌,技術成熟,設備投資較低,但化學消毒劑殘留風險較高
干法無菌灌裝:使用過氧化氫蒸汽和熱風對包裝材料進行滅菌,無化學殘留,產品安全性更高,但設備投資略高
對于注重產品品質和安全性的中小企業,我們推薦選擇干法無菌灌裝技術。
6.3 關注設備的關鍵性能指標
在選擇設備時,要重點關注以下關鍵性能指標:
灌裝精度:誤差應控制在 ±1% 以內
無菌保障水平:應達到 Log6 級別的微生物殺滅率
換型時間:不同瓶型和產品之間的換型時間應控制在 30 分鐘以內
設備綜合效率 (OEE):應達到 75% 以上
能耗水平:單位產品的能耗應符合國家節能標準
6.4 考察供應商的綜合實力
選擇一個靠譜的供應商比選擇設備本身更重要。在考察供應商時,要關注以下幾個方面:
技術實力:是否擁有自主知識產權和核心技術
成功案例:是否有同類企業的成功應用案例
售后服務:是否提供完善的安裝調試、人員培訓和售后維護服務
備件供應:是否能提供長期穩定的備件供應
文件交付:是否能提供完整的 DQ/IQ/OQ/PQ 驗證文件
6.5 考慮未來的擴展性
在選擇設備時,要考慮企業未來的發展需求,選擇具有良好擴展性的生產線。例如,設備是否支持升級到更高的產能,是否能兼容未來可能推出的新瓶型和新產品等。
七、無菌冷灌裝生產線的日常維護與成本控制
正確的日常維護是保證生產線穩定運行、延長設備使用壽命、降低運營成本的關鍵。
7.1 日常維護要點
班前檢查:每天開機前檢查設備的潤滑情況、氣壓、水壓、電氣系統等是否正常
班中監控:密切關注設備的運行狀態和各項參數,發現異常及時處理
班后清潔:每天生產結束后,對設備進行徹底的清潔和消毒
定期維護:按照設備說明書的要求,定期進行潤滑、緊固、更換易損件等維護工作
CIP/SIP 清洗:嚴格按照規定的程序和參數進行在線清洗和在線滅菌
7.2 成本控制策略
提高設備利用率:合理安排生產計劃,減少設備閑置時間
降低能耗:優化生產工藝參數,采用節能設備和技術
減少浪費:加強原材料管理,降低生產過程中的損耗
延長設備壽命:做好日常維護工作,減少設備故障和維修成本
批量采購:對常用備件和耗材進行批量采購,降低采購成本
八、未來發展趨勢
隨著科技的不斷進步,無菌冷灌裝技術正在向智能化、綠色化、柔性化方向發展。
8.1 智能化
人工智能、物聯網、大數據等技術的應用,將使無菌冷灌裝生產線更加智能。未來的生產線將具備自我診斷、自我優化、預測性維護等功能,進一步提高生產效率和產品質量。
8.2 綠色化
環保要求的日益嚴格,將推動無菌冷灌裝技術向更加綠色環保的方向發展。例如,減少化學消毒劑的使用、提高能源和水資源的利用率、采用可降解包裝材料等。
8.3 柔性化
市場需求的多樣化,要求生產線具備更強的柔性。未來的無菌冷灌裝生產線將能夠快速切換不同的產品、瓶型和包裝規格,實現 "小批量、多品種" 的高效生產。
結語
無菌冷灌裝技術作為現代飲料工業的先進生產工藝,為中小企業提供了一條提升產品品質、打造差異化競爭優勢的有效路徑。雖然初期投資較高,但從長期來看,其帶來的經濟效益和品牌價值是巨大的。
對于中小企業而言,在引入無菌冷灌裝生產線時,要避免盲目跟風,根據自身的實際情況進行科學決策。同時,要注重人員培訓和管理體系建設,確保生產線能夠穩定高效地運行。
相信隨著技術的不斷成熟和成本的進一步降低,無菌冷灌裝技術將在更多的中小企業中得到應用,推動整個飲料行業的轉型升級。